Spooni tootmine algab palkide "keetmisega", mis muudab puidu pehmeks, et vineeri- või spoonipakku saaks treida (koorida) või hööveldada.
Enne keetmist sorteeritakse materjal vastavalt pikkusele, kvaliteedile ja diameetrile ning valmistatakse nendest metallkettidega kokkutõmmatud kimbud. Seejärel pannakse kimbud suurtesse metallist või betoonist vannidesse, lastakse vesi sisse ja „keedetakse“.
Tootmisprotsess
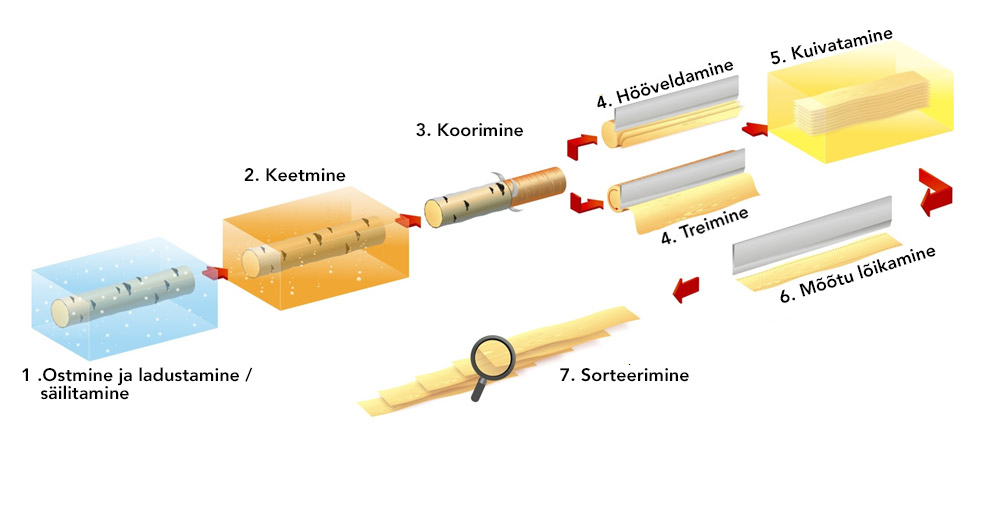
Keeduprotsesse juhib tänapäeval arvuti ja need kestavad tavaliselt 1-2 ööpäeva. Keetmise temperatuur oleneb materjali edasisest kasutusotstarbest – spooni, mida kasutatakse vineeri tootmiseks, vesi on ca 40 ºC, kuid mööblispooni tootmiseks keedetakse kase pakke kuni 80 ºC vees. Keetmise juures on oluline, et palkide diameeter oleks samast klassist. Vastasel juhul toimub ebaühtlane keemine ja peenemad palgid „keevad üle“ ning suurema diameetriga palgid ei saa piisavalt kuumust. Ebaühtlane keetmine mõjutab lõpptoote värvi. Näiteks mööblispooni puhul on ülekeedetud puidust materjal roosaka või punaka värvusega, alakeedetud aga kollane. Kõige ideaalsem on hele naturaalne toon.
Peale keetmist tõstetakse palgid välja ja kooritakse. Kõik see toimub automaatselt tootmisliinil ja väga kiirelt. Palgi otsad trimmitakse ja vajadusel järgatakse õigesse pikkusesse. Järgnevalt on kaks võimalikku varianti: vineeritööstuses palgid treitakse spooniks ja mööblitööstuses kas treitakse või hööveldatakse spooniks.
Vineeritehases tuleb treimasinast välja pikk lint spooni, mille giljotiin konveieril õigesse mõõtu lõikab. Edasi ladustab masin, mida nimetatakse stacker'iks, spoonilehed kvaliteedi järgi aluste peale. Kui alus saab täis, siis viiakse materjal kuivatisse, millest suunatakse spoon lehe kaupa läbi ja kuivatatakse ca 100C kuuma õhuga. Peale kuivatusprotsessi on spoon valmis järgmiseks etapiks ehk vineeri tootmiseks, millest räägime juba järgmises "Kuidas see tehtud on?" postituses.
Loe ka eelmist postitust "Kuidas see tehtud on? – Spooni toormaterjali säilitamine suvel"